- 会員限定
- 2022/03/08 掲載
見込生産/受注生産/ATO/ETOの違いとは? 製造業の「生産方式」の種類を解説
山口雄大(やまぐち・ゆうだい)
入出庫、配送などのロジスティクス実務に従事した後、化粧品メーカーで10年以上、需要予測を担当。需要予測システムの設計、需要予測AI(下記参照)の開発などを主導した。2020年、入山章栄早稲田大学教授の指導の下、「世界標準の経営理論」に依拠した、直感を活用する需要予測モデルを発表(山口、2020)。ビジネス講座「SCMとマーケティングを結ぶ! 需要予測の基本」(日本ロジスティクスシステム協会)を担当するほか、コンサルティングファームで需要予測のアドバイザリーを務め、さまざまな企業や大学等で需要予測の講演を実施。著書に『需要予測の基本』(日本実業出版社)や『需要予測の戦略的活用』(日本評論社)、『品切れ、過剰在庫を防ぐ技術』(光文社新書)があり、機関誌にコラム「知の融合で想像する需要予測のイノベーション」(Logistics systems)を連載中。
行本顕(ゆきもと・けん)
国内大手消費財メーカー勤務。経営企画・財務・法務および海外調達・生産管理を担当。2010年より米国の販売代理店に駐在しS&OPを担当。元銀行員。法学修士。グローバルSCM標準策定・推進団体であるASCM(Association for Supply Chain Management)の資格保有(CPIM-F, CSCP-F, CLTD-F)。同団体の認定インストラクターとして日本生産性本部や日本ロジスティクスシステム協会などにて「APICS科目レビュー講座」「『超』入門!世界標準のSCMセミナー」「S&OPセミナー」ほか複数のSCM講座を担当している。2020年、『ロジスティクスコンセプト2030』(JILS)を各分野の研究者・実務家と発表。同年よりJILS調査研究委員会委員。2021年よりJILSアドバイザーを兼任。著書に『基礎から学べる!世界標準のSCM教本』(共著・日刊工業新聞社)、『APICSディクショナリー第16版』(共著・生産性出版)がある。
泉啓介(いずみ・けいすけ)
外資系化学メーカーでSCMを担当。B to Bビジネスにおける工業用製品や建築用製品、ヘルスケア製品など、さまざまなカテゴリーの生産計画立案や需要予測、需給調整などを経験。国内外のグループ会社の生産計画立案業務の標準化とその展開等にも携わった。
ASCMの資格、CPIM(在庫管理や需給調整に関する知識)とCSCP(サプライチェーン全般のマネジメントに関する知識)を取得。同団体認定インストラクター。サプライチェーン用語を解説するAPICS Dictionaryの翻訳メンバーにも、第14版より参加している。最新版は『APICSディクショナリー第16版』(共著・生産性出版、2020)
小橋重信(こばし・しげのぶ)
物流コンサルティングを専門とする株式会社リンクス代表取締役社長。アパレルメーカーにてMD(マーチャンダイザー)やブランド運営を担当し、上場と倒産を経験。その後、SONY通信サービス事業部にてネットワーク構築の営業や、3PL会社のマーケティング執行役員を経て現職。IFI(アパレル専門の教育機関)やECzine、ECミカタなどで物流をテーマとした講演を実施。日本オムニチャネル協会の物流分科会リーダーを務める。物流倉庫プランナーズのウェブサイトでコラム「攻めの物流、守りの物流」(https://lplanners.jp/blog/kobashi-05/)を連載中。
製品を完成させるまでのタイミング
製品在庫としてあらかじめもっていれば、顧客へのリードタイムは短くなり、販売機会の損失を防ぎやすくなりますが、在庫として残るリスクが増えてしまいます。しかしこれは、在庫をもつかもたないかの二者択一ではありません。在庫は仕掛品という途中の段階で保管するなど、以下のような複数の方式があります。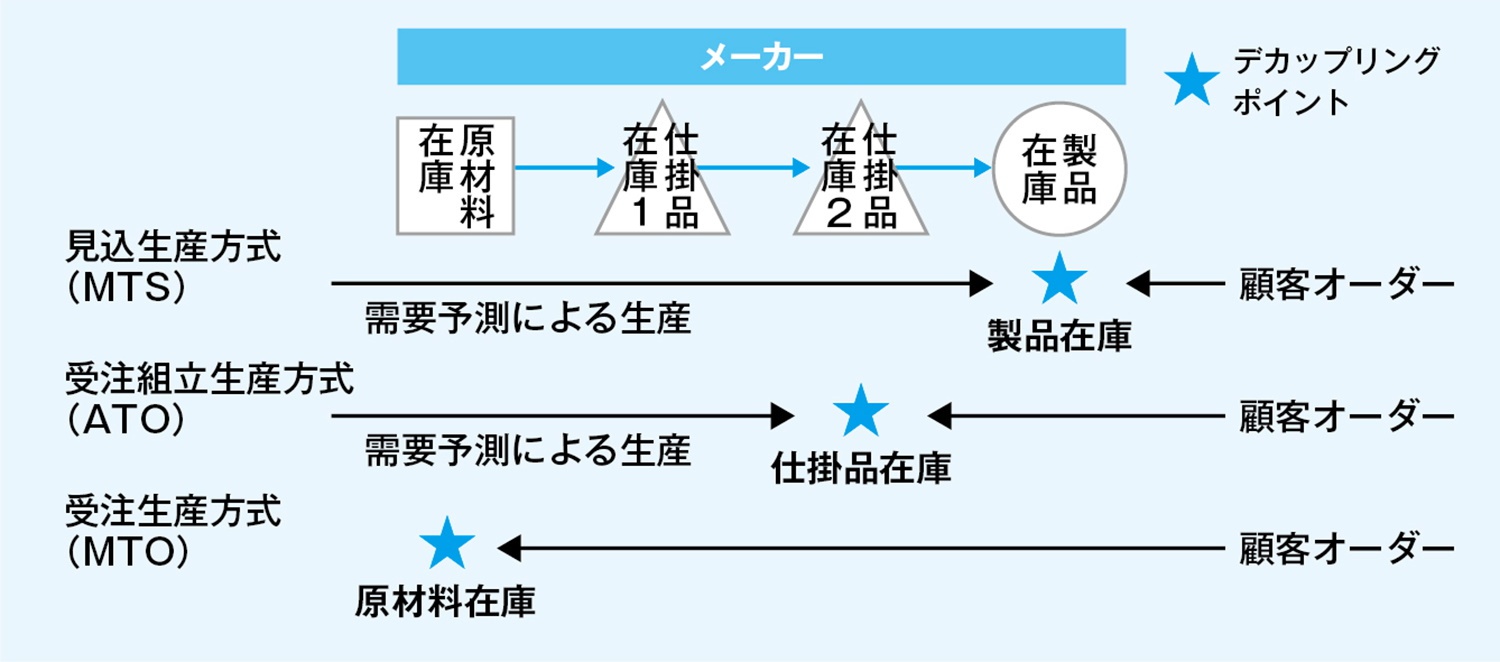
図表1の「☆」部分は、流通におけるデカップリングポイント(デカップリングとは分断・分離という意味)と呼ばれ、このタイミングで顧客からの発注を受けることを指します。製品在庫、仕掛品、原材料、どの時点で顧客からの発注を受けるかによって、生産方式が次の通り分類されています(図表2)。
(1)見込生産方式(MTS/Make-to-Stock)
顧客からの注文を受ける前に製品を完成させておくため、需要予測を基に生産しておく必要がある。食料品、文具、アパレルなど多くの一般消費財はこの方式の製品が多い。
(2)受注組立生産方式(ATO/Assemble-to-Order)
顧客からの注文を受けて、最終組み立てや加工を行い、仕掛品として在庫をもっておく。これは共通の原材料からカスタマイズされた製品を作る場合に有効。注文に合わせて最終製品にするため、(1)見込生産方式よりも在庫リスクを抑えることができる。BTO(Build-to-Order)と呼ばれることもある。
パソコンでよく見られる生産方式だが、これは製品のモデルチェンジのサイクルが早い製品で、特に有効と考えられている。モデルチェンジ後も一部の原材料は継続して使用できる場合も多く、それをムダにするリスクを減らすことができるためだ。
ただしもちろん、(1)見込生産方式よりも納品までの時間はかかるため、顧客がそれを受け入れる必要がある。パソコンメーカーであるデルコンピュータ社は、デル・ダイレクトモデルと呼ばれる、受注組立生産と顧客への直接販売を組み合わせたモデルで1990年代に急成長した。
(3)受注生産方式(MTO/Make-to-Order)
顧客からの注文を受けてから、製品の製造を行う。原材料は在庫として用意しておく。顧客の希望するリードタイムに間に合うのであれば、製品の在庫リスクを軽減することができる。製品よりも仕掛品、仕掛品よりも原材料のほうが、付加価値が加わっていないために在庫金額が安く、棚卸資産を少なく抑えることができる。
製品に名前やロゴを入れるサービスがあるが、これは受注生産方式に該当する。化粧品でも容器に名前を入れたり、容器の柄を選んだりするサービスが登場しており、これらは「パーソナライズド(Personalized)コスメ」などと呼ばれ、注目を浴び始めている。この生産方式は(2)受注組立生産方式よりもさらに納品までの時間が長くなるが、こうした顧客オリジナルの製品であれば、通常の製品よりも、顧客は待っても良いという気持ちになる。
(4)受注設計生産方式(ETO/Engineer-to-Order)
顧客の注文を受けてから、顧客の希望する技術的設計を行ったり、大規模カスタマイズを行ったりして、製品を生産する。そのため、顧客からの注文を踏まえて原材料を調達する。航空機、船、注文住宅といった製品はこの方式で生産される。この生産方式は納品までの時間が最も長くなるが、メーカーは在庫リスクを負わなくて良いという大きなメリットがある。
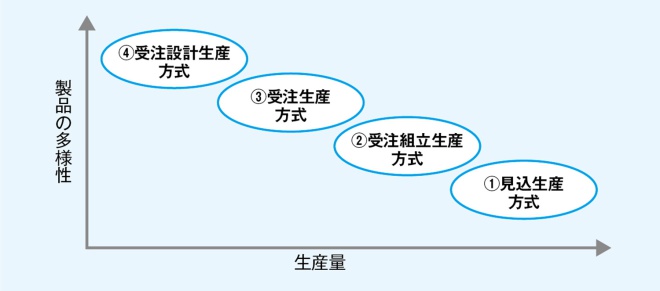
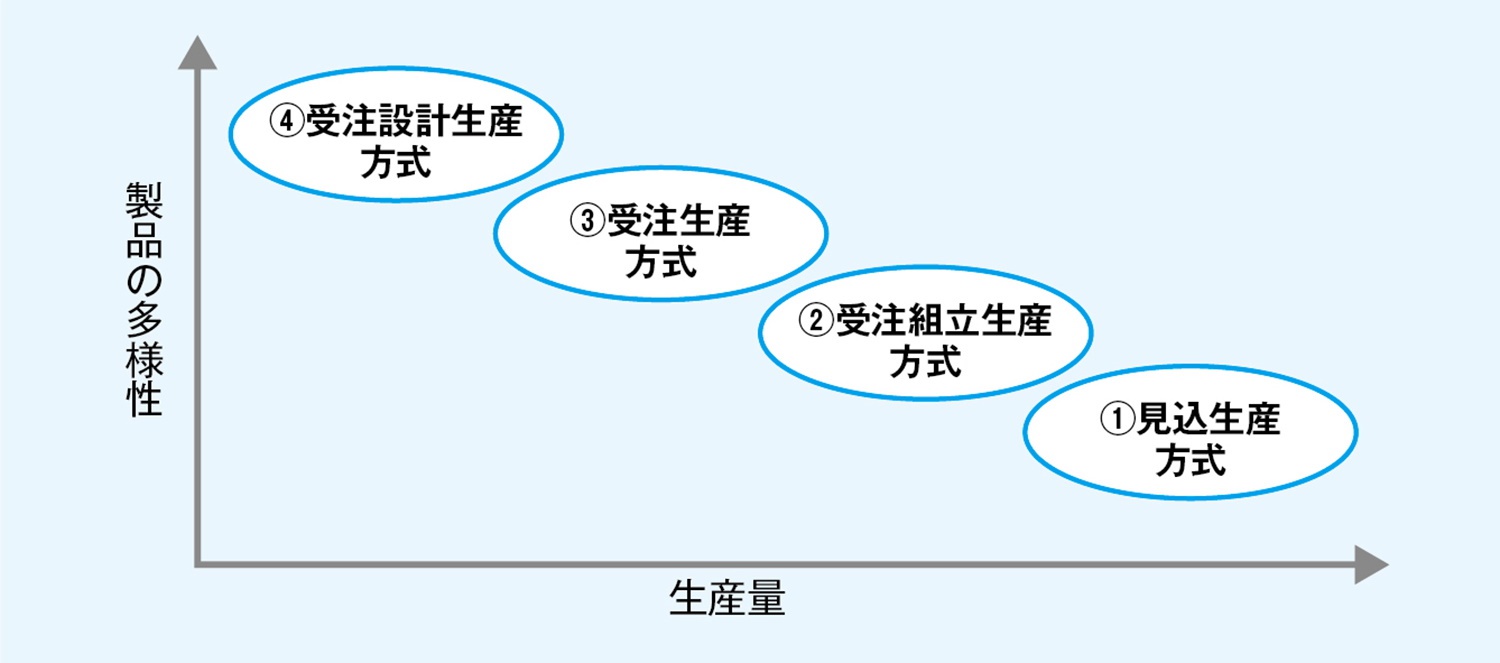
扱う製品の種類が限定的で、生産量が比較的多い場合は「見込生産」、製品の種類が多く、出荷するときの形態が多い場合は「受注生産」が採用される傾向があります。
ただ、こういった分類も固定されたものではなく、イケアのように組み立て前の家具を商品として販売して、顧客が組み立てる販売方法を取っているものや、文具のペンでキャップ・ボディー・インクを別々に顧客が購入できて、カスタマイズするといった例もあります。
また、図表2のデカップリングポイントから左側の領域は、需要予測に基づいた製造になります。
【次ページ】サプライヤー倉庫、混載倉庫、物流センター、小売店など、在庫拠点の種類をまとめて解説
関連コンテンツ
関連コンテンツ
PR
PR
PR
